دنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردرباره من
 وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
بزرگترین اشتباهات نظامی هیتلر
این مقاله خلاصه ای است از مطلب زیر:
Hitler, Germany's Worst General
By Robert C. Daniels
http://www.militaryhistoryonline.com/wwii/articles/worstgeneral.aspx
ترجمه: اصغر ناصری
اینکه آلمان نازی می توانست در جنگ جهانی دوم پیروز شود یا نه هنوز بین تاریخدانان و متخصصین نظامی مورد بحث و مناقشه است. به عنوان دیکتاتور قدرتمند و آلمان در طول جنگ جهانی دوم، هیتلر اشتباهات زیادی در هدایت جنگ نمود. دو تا از بزرگترین آنها که هر دو عواقبی وخیم و فراگیر داشتند عبارت بودند از یورش به شوروی در 11 دسامبر 1941 با نام عملیات بارباروسا و اعلان بی دلیل و بیجای جنگ به ایالات متحده (علیرغم توصیه وزیر امور خارجه رایش سوم ژواکیم ریبن تروپ بر احتراز از این کار). اغلب چنین گفته می شود که ترکیب عواقب وخیم این دو اشتباه در نهایت باعث سقوط آلمان نازی گردید. لیکن حتی با وجود عظمت این دو اشتباه، یک خبط دیگر بر هردوی اینها می چربد. اگر هیتلر به حرف ژنرالهای خود گوش می داد و قبل از تهاجم به شوروی انگلستان را به زانو در می آورد، می توانست در جنگ پیروز شود. توصیه ژنرالها در سال 1941 به هیتلر این بود که آلمان باید قبل از گسترش جبهه جنگ، تمامی نیروی خود را در شمال آفریقا و خاور میانه متمرکز کرده و انگلستان را در این جبهه ها شکست دهد.
تا اواخر سال 1941 آلمان نازی تحت زعامت هیتلر کنترل تمامی اروپای غربی را بدست گرفته و بیشتر مناطق شمال آفریقا را نیز در تسخیر خود داشت. استالین رهبر شوروی گرچه به هیتلر اعتماد نداشت، یک پیمان عدم تعرض با آلمان امضا کرده بود و انتظار تهاجم از سوی این کشور نداشت، کما اینکه قصدی برای حمله پیش دستانه نیز نداشت. ایالات متحده گرچه از بریتانیا حمایت می کرد ولی هیچ تمایلی به درگیر ساختن خود در جنگ نداشته و به نظریه انزواگرایی به سختی چسبیده بود.
ارتش بریتانیا که به تازگی ضربه سختی در نروژ و فرانسه خورده بود حجم وسیعی از تجهیزات خود را در سواحل دانکرک به جای گذاشته بود و به سختی می کوشید تنها سنگر باقیمانده خود در شمال آفریقا یعنی مصر را حفظ کند.

تخلیه شتابان سواحل دانکرک از ارتش بریتانیا
تا این زمان نیروهای هیتلر شکست ناپذیر به نظر می رسیدند. لیکن حمله به شوروی باعث گشودن جبهه دومی در شرق شد و منابع آلمان هیتلری را بسرعت به پایان برد. با وارد شدن آمریکا در جنگ آلمان باید با کشوری می جنگید که 5 برابر خود ظرفیت تولید سلاح و مهمات داشت. ثروت بی اندازه و ماشین صنعتی عظیم بزرگترین اقتصاد جهان باعث تنگ شدن عرصه به آلمان نازی گردید به طوری که در پایان جنگ تانکهای تایگر آلمانی سوخت لازم برای حرکت کردن در اختیار نداشتند. بنابراین آلمان علی رغم تفوق علمی و راهبردی بسرعت مقهور سیاست های غلط رهبر خودکامه خود آدولف هیتلر گردید. بسیاری از تاریخدانان هیتلر را بدترین ژنرال جنگی رایش سوم می دانند.
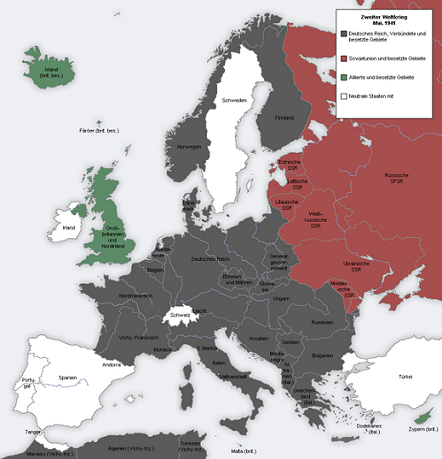
قلمرو آلمان در انتهای سال 1941
بیماری ADHD یا به اصطلاح عوام بیش فعالی چیست؟
در سالهای اخیر استفاده از واژه "بیش فعالی" بطرز مضحکی در میان عموم گسترش یافته و مطابق روحیه غالب ما ایرانیان که بدون هیچ مطالعه و پس زمینه قبلی خود را در اغلب علوم و موضوعات عقلی صاحب نظر می بینیم، توسط عامه مردم برای توصیف بچه های شلوغ و بازیگوش استفاده می شود. بیش فعالی یک بیماری ذهنی یا mental illness محسوب می شود که اثرات آن قابل کاهش است و بسیار باعث تاسف است که این واژه در مورد بیشتر کودکانی بکار می رود که دارای ذهنی سالم و نیرومند هستند و تنها محیط پیرامون آنها برای تخلیه انرژیشان وسعت کافی ندارد.
اما بیش فعالی چیست؟
اختلال ADHD یا اختلال عدم تمرکز در نتیجه فعالیت بیش از حد (Attention deficit hyperactivity disorder) یکی از شایعترین اختلالات در زمان کودکی است و می تواند در سراسر دوران نوجوانی و بزرگ سالی ادامه یابد. نشانه های آن عبارتند از دشواری در تمرکز و متمرکز ماندن بر روی یک موضوع و توجه به مخاطب، دشواری در کنترل رفتار، فعالیت فیزیکی بیش از حد.
کودکان بیش فعال به واسطه عدم توانایی در تمرکز دارای قدرت یادگیری پایینی هستند. رفتارهای چنین کودکی غیرقابل توجیه بنظر می رسد و حرکاتی یکنواخت و متفاوت با کودکان دیگر را بصورتی بلاانقطاع انجام می دهد.
دلیل این اختلال بخوبی دانسته نشده است لیکن وراثت و ژنها عامل غالب بشمار می روند. بنابراین والدینی که فاقد این اختلال بوده اند بعید است صاحب فرزند بیش فعال شوند.
بیش فعالی اختلالی پیچیده و غیرعادی است. در بکاربردن این واژه در مورد کودکان احتیاط کنید زیرا بار معنایی سنگینی دارد.
برای اطلاعات بیشتر به منبع زیر مراجعه کنید:
http://www.nimh.nih.gov/health/topics/attention-deficit-hyperactivity-disorder-adhd/index.shtml
مروری بر فرایند شکلدهی چرخشی ورقهای فلزی
خلاصه ای از مقاله:
A review of the mechanics of metal spinning
O. Music et. Al., Journal of Materials Processing Technology
ترجمه و تلخیص: اصغر ناصری
١. مقدمه
شکل دادن چرخشی به فلز یا metal spinning به گروهی از فرایندهای شکلدهی اطلاق میشود که امکان ایجاد قطعاتی از ورق فلزی بصورت توخالی و متقارن را فراهم میسازند. فن اصلی در این روش شکل دهی که در تمام انواع این فرایند مشترک است، عبارت از بستن یک ورقه فلزی به سطح مندرل (سنبه) و شکل دادن به آن توسط یک غلطک در یک مرحله یا یک سری از مراحل متوالی میباشد (شکل ١).
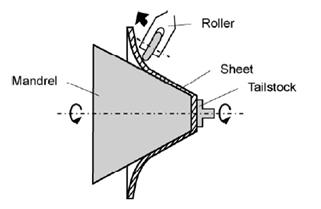
شکل 1
از این روش در صنایع مختلفی از قبیل خودروسازی و هوافضا، اشیای هنری، ابزارآلات موسیقی و لوازم آشپزخانه استفاده میشود. برخی قطعات موتور هواپیما و توربینها، بشقاب ماهواره و مخروط نوک ماهوارهها ونیز ابزارهای موسیقی مانند سنج و لوازم آشپزخانه مانند قابلمه قابل تولید به این روش هستند. این فرایند قادر به شکل دهی به قطعاتی با قطرهای از 3 میلیمتر تا 10 متر و ضخامت از 0.4 تا 25 mm میباشد.
روشهای دیگری برای تولید قطعات فلزی متقارن از ورق فلزی مانند شکل دهی پرسی نیز وجود دارد. لیکن شکل دهی چرخشی نسبت به این روشها دارای مزایای زیر میباشد:
- شکل دهی موضعی مواد تحت فشار غلطک نیاز به اعمال نیروی کمی نسبت به شکل دهی با پرس دارد.
- ابزار ساده و غیراختصاصی بکار رفته انعطاف پذیری بیشتری فراهم ساخته و قابلیت ایجاد شکل نهایی قطعات را میدهد.
- کیفیت سطحی و استحکام مکانیکی قطعات تولید شده توسط شکلدهی چرخشی بالاتر از روشهای پرسی است.
٢. طبقهبندی فرایند شکلدهی چرخشی و ویژگیهای فرایندی
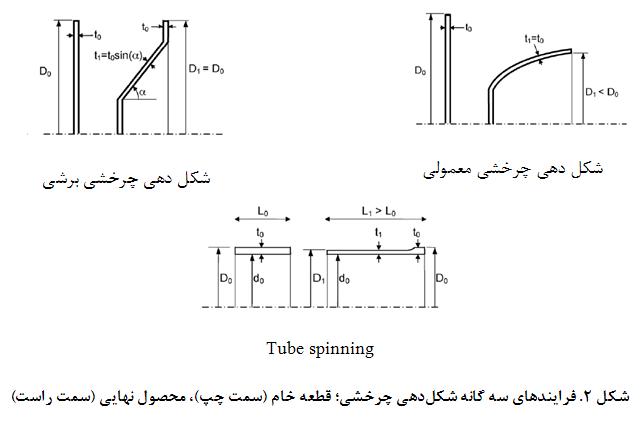
اصطلاح شکلدهی چرخشی به سه گروه از فرایندها اطلاق میشود. عامل اصلی در ایجاد تمایز بین این سه دسته، رابطه بین ضخامت دیواره قطعه نهایی و ورق فلزی خام است:
- شکلدهی چرخشی معمولی که در آن ضخامت دیواره ورق در طول فرایند تقریبا ثابت میماند.
- شکلدهی چرخشی با اعمال تنش برشی که در آن ضخامت دیواره تابع زاویه بین دیواره قطعه و محور دوران است.
- شکلدهی چرخشی لوله (tube spinning) که ضخامت نهایی توسط افزایش طول قطعه کار تعریف میشود.
فرایند دوم یعنی شکل دهی چرخشی برشی تک مرحلهای است در حالی که دوفرایند دیگر میتوانند در چند مرحله منجر به تولید قطعه نهایی شوند (شکل ٢). این شیوه طبقه بندی بطور وسیعی مورد پذیرش قرار گرفته است. لیکن تنها استاندارد رسمی موجود در این زمینه یعنی استاندارد آلمانی DIN 8582 فرایندها را بر طبق تنش های داخلی لحظهای منجر به تسلیم ماده طبقهبندی کرده است. بدین لحاظ شکل دهی چرخشی معمولی در زمره فرایند شکلدهی کششی- فشاری قلمداد شده و در طبقه فرایندهای شکل دهی به ورق از قبیل خمش، کشش عمیق و کشش پوسته (collar drawing) قرار میگیرد در حالی که شکل دهی چرخشی برشی به عنوان یک فرایند شکل دهی فشاری طبقه بندی شده و در گروه فرایندهای شکل دهی حجمی مانند نورد قرار میگیرد.
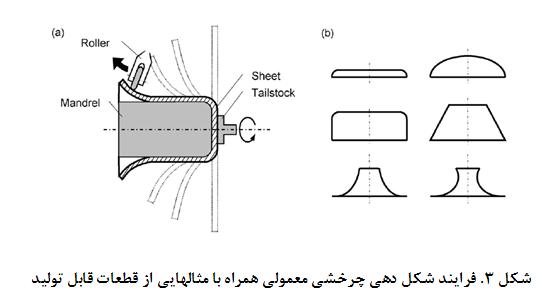
٢-١. شکلدهی چرخشی معمولی
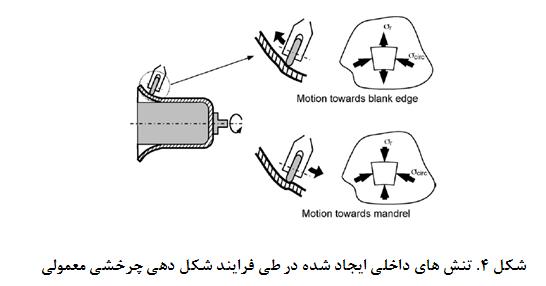
در شکل دهی چرخشی معمولی یک ورقه فلزی بدون تغییر ضخامت دیواره با کاهشی عمدی در قطر ورق در تمامی طول ورق یا نواحی خاص، به شکل نهایی مطلوب تبدیل میشود. این فرایند در یک یا چند مرحله متوالی قابل انجام است (شکل ٣). در طی شکلدهی به ورق تنشهای داخلی در آن ایجاد میشوند که الگوی آنها به جهت حرکت غلطک بستگی دارد (شکل ٤).
متداولترین نواقصی که در طی فرایند شکلدهی چرخشی ممکن است روی دهد عبارتند از (شکل ٥):
- چروک خوردگی (wrinkling) که در اثر تنشهای محیطی بالا روی میدهد که منجر به کمانش لبه قطعه میشوند.
- ترکهای محیطی که بواسطه تنشهای کششی بیش از حد روی میدهند.
- ترکهای شعاعی که بر اثر تنشهای کششی محیطی یا ترکیبی از تنشهای نحیطی فشاری و تنشهای خمشی وارده در هنگان صاف کردن چروک خوردگیها ایجاد میشوند.
٢-٢. شکلدهی چرخشی با اعمال تنشهای برشی
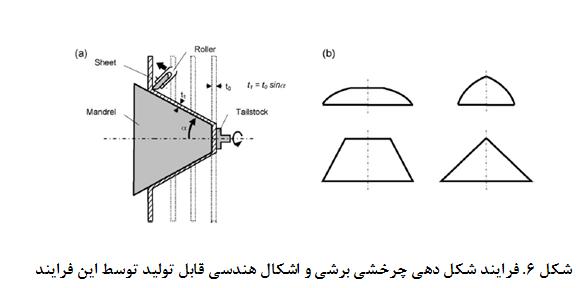
بر خلاف شکل دهی چرخشی معمولی، در این روش ضخامت قطعه بطور عمدی در طی فرایند تغییر داده میشود در حالی که قطر آن ثابت و معادل قطر ورق خام اولیه باقی میماند. در این روش میتوان از یک قطعه پیش شکل داده شده استفاده کرده و به کمک غلطک شکل نهایی را بر روی آن ایجاد کرد. شکل 6 فرایند کلی و اشکال هندسی قابل تولید توسط این روش را نشان میدهد.
2-3. روشهای نوآورانه در فرایند شکلدهی چرخشی
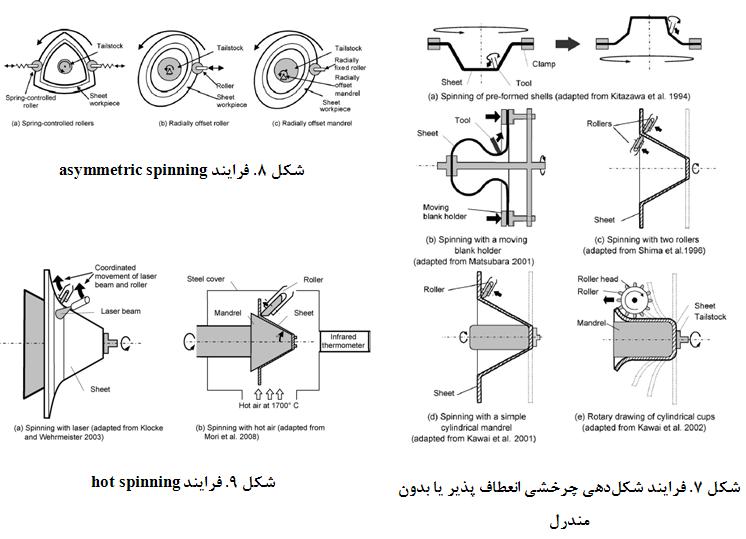
گرچه فرایند شکل دهی چرخشی نسبت به کوزهگری سنتی قرون گذشته تغییرات بنیادی اندکی یافته است، تلاشهایی در دهه گذشته برای ابداع روشهای نوآورانه صورت گرفته است که میتوان آنها را به سه دسته شکلدهی چرخشی انعطافپذیر یا بدون مندرل (شکل 7)، شکلدهی چرخشی غیرمتقارن (شکل 8) و شکلدهی چرخشی داغ طبقهبندی کرد (شکل 9).
2-4. پارامترهای مهم در شکل دهی چرخشی
جدول زیر اصلی ترین پارامترهای موثر در فرایند spinning را فهرست نموده است.
|
پارامتر |
معادل انگلیسی |
توضیح |
|
نرخ تغذیه غلطک |
Roller feed rate |
سرعت حرکت غلطک به mm/s |
|
سرعت مندرل |
Mandrel speed |
سرعت دورانی مندرل به rpm |
|
نسبت تغذیه |
Feed ratio |
نسبت سرعت تغذیه غلطک به سرعت دورانی مندرل بر حسب mm/rev |
|
زاویه دیواره |
Wall angle, shear angle |
زاویه بین دیواره قطعه و محور دوران |
|
نیروی محوری |
Axial force |
سه مولفه متعامد نیروی غلطک |
|
نیروی شعاعی |
Radial force |
|
|
نیروی مماسی |
Tangential force |
|
|
شعاع دماغه غلطک |
Roller nose radius |
|
|
شعاع غلطک |
Roller radius |
|
|
زاویه غلطک |
Roller angle |
|
|
قابلیت شکلدهی چرخشی |
Spinnability |
حداکثر کاهش در ضخامت ماده که قبل از شکست برشی آن امکانپذیر است (به درصد). |
|
نسبت شکلدهی چرخشی |
Spinning ratio |
نسبت قطر اولیه به نهایی در شکلدهی چرخشی معمولی |
3. روشهای بازرسی
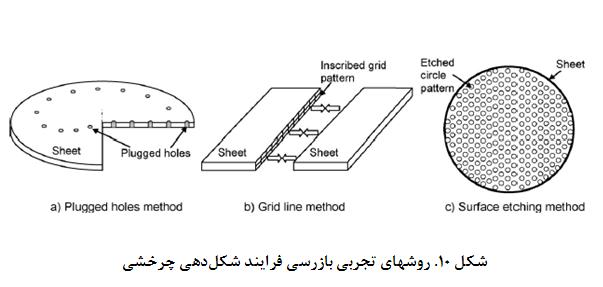
روشهای تجربی مطالعه در فرایند شکلدهی چرخشی به منظور بررسی سازوکار تغییر شکل و رشد تنشها، سازوکارهای شکست و پیشبینی آنها، نیروهای شکلدهنده و بهینهسازی هندسه محصول نهایی انجام میشود. روشهای تجربی متداول را میتوان به سه دسته تقسیم کرد (شکل 10):
- روش سوراخهای درج شده (plugged holes method): در این روش سوراخهایی را در یک الگوی دایرهای یا مارپیچی بر روی قطعه ایجاد میکنند. پس از تغییر شکل قطعه در اثر فرایند، سوراخها را با بریدن قطعه در معرض دید قرار میدهند تا میزان تغییر شکل آنها مشخص شود.
- روش خطوط مشبک (grid line method): ورق خام را به دو نیم کرده و خطوطی بر روی مقطع آن حکاکی میکنند. پس از انجام فرایند الگوی تغییر شکل آنها را بررسی کرده و کرنش های ایجاد شده را برآورد میکنند.
- روش Surface etching: الگویی از دوایر بر روی ورق خام ایجاد شده و پس از اعمال فرایند، تغییر شکل آنها زیر سایهنگار بررسی میشود.
با مطالعه این تغییر شکلها میزان کرنشهای ایجاد شده برآورد میشود.
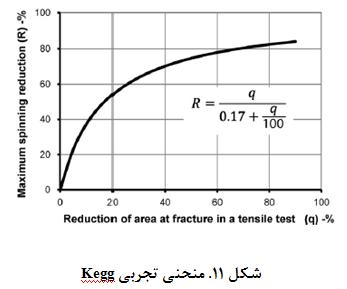
یکی از فرمولهای تجربی معروف در این زمینه را Kegg (1961) ابداع نموده است. شکل 11 منحنی معروفی را نشان میدهد که رابطه بین حداکثر کاهش ممکن در ضخامت دیواره را نسبت به کاهش مساحت ناحیه شکست نشان میدهد.
7 مهرماه 1392
ترجمه و خلاصه سازی: اصغر ناصری
راه حل نسل آینده برای ساختن بدنی عضلانی
ترجمه: اصغر ناصری
به گزارش رسانه های ورزشی در سالیان اخیر تقاضا برای استفاده از استروئید در ورزش بدن سازی و زیبایی اندام افزایش چشمگیری داشته است.
هورمون های استروئیدی گرچه در عضل سازی بسیار موثرند اما برای سلامتی انسان مضرند و بدون تجویز پزشک استفاده از آنها ممنوع است. میلیون ها دلار صرف پژوهش جهت یافتن جایگزینی سالم و طبیعی برای استروئیدها صرف شده است که بتواند نتایجی مشابه آن تولید کند.
اکنون نتیجه سالها پژوهش نشان می دهد که مکمل های نیتریک اکسید (nitric oxide) می تواند بهره عضلات را به حدامکثر برساند. در سال 2009 ارائه یک مکمل نیتریک اکسید به نام Force Factor باعث انقلابی در صنعت تغذیه ورزشی گردید.
امروزه تیم ابدع کننده این محصول، فراورده جدیدی به بازار ارائه کرده است که نتایج بهتری می تواند ارائه کند. نام این فراورده Factor 2 است که اخیرا در میان قهرمانان ورزشی محبوبیت زیادی یافته است. قهرمانانی مانند ورنون دیویس فوتبالیست آمریکایی نتایج شگفت آور این مکمل طبیعی را تایید کرده اند.
نیتریک اکسید در بدن چه می کند؟
بدن انسان بطور طبیعی برای راندن اکسیژن به داخل ماهیچه ها، نیتریک اکسید تولید می کند. وقتی ذخیره نیتریک اکسید تمام شد، ماهیچه ها دیگر قادر به تولید توان بیشتر نیستند و این امر ارتباطی به عزم و اراده ذهنی انسان ندارد.
خوردن یک مکمل نیتریک اکسید 30 دقیقه قبل از ورزش می تواند باعث افزایش توان انسان شده و در نتیجه بر قدرت فرد، حجم و تناسب عضلات او بیافزاید. نیتریک اکسید بر خلاف استروئیدها باعث افزایش قدرت سیستم ایمنی بدن نیز می گردد.
منبع:
Next-Generation Solution for Shocking Muscle Gains
(این وبلاگ در قبال صحت مطالب یادشده مسئولیتی ندارد)