دنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردرباره من
 وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
دستهها
- تصاویر جالب علمی 60
- اخبار علمی 114
- تاریخ علم 21
- مقالات علمی 176
- حقایق علمی 29
- پرسش و پاسخ علمی 4
- تکنولوژی نظامی 163
- مشاهیر 8
- معرفی وبسایت علمی 10
- سخن بزرگان 4
- تفریح و سرگرمی 1
- شگفتیهای طبیعت 4
- مسابقه علمی 6
- زبان انگلیسی 18
- دیرین شناسی 32
- مهندسی مکانیک 55
- دنیای ریاضیات 48
- فایل های قابل دانلود 8
- پزشکی و سلامت 88
- ترین ها 36
- کنکور 1390 14
- نمونه سوال امتحانی و آزمون 20
- معرفی نرم افزار 4
- واژه نامههای تخصصی 1
- آزمایش های ساده و جالب فیزیک 4
- کنکور 12
- تکنولوژی نفت و حفاری 5
- بانک مقالات علمی 3
- آیرودینامیک و پرواز 6
- استانداردهای مهندسی 6
- محیط زیست 37
- باستان شناسی 5
- پروژه درسی و سمینار 5
- برنامه نویسی کامپیوتر 10
- رپرتاژ آگهی 1
ابر برجسب
کنکور بمب افکن سیاهچاله جنگ جهانی دوم ستاره زمین لرزه گرمایش جهانی موشک F-35 ریاضیات هواپیما جنگنده ویروس کرونا کووید 19برگهها
جدیدترین یادداشتها
همه- کانال جدید درخت دانش
- خورشید چه زمان می میرد؟
- جهش ژنتیکی در گرگ های چرنوبیل
- بزرگترین سیاره شناخته شده
- انسان چگونه منقرض خواهد شد؟
- تصویر سیاره مشتری از نگاه وویاجر و جیونو
- گرانش کوانتومی، تلاشی برای پیوند فیزیک کوانتومی با نسبیت عام
- ضد ماده چگونه می تواند انسان را در عرض چند سال به ستارگان دیگر ببرد؟
- سیاره شگفت انگیز COROT 7b
- آزمون واکسن جدید سرطان مبتنی بر mRNA در بریتانیا آغاز شد.
- نقش ناپلئون بناپارت در تولد دانش باستان شناسی نوین
- چهار تهدید کیهانی بزرگ برای زندگی بر روی زمین
- دایناسورها مسئول طول عمر کوتاه انسانها هستند
- هلیکوپتر تهاجمی آپاچی AH-64
- غیرقابل باور: تورم اتمسفر مریخ به علت ایجاد خلا در طوفان خورشیدی
بایگانی
- فروردین 1403 2
- اسفند 1402 7
- بهمن 1402 2
- دی 1402 3
- آذر 1402 3
- آبان 1402 2
- مهر 1402 5
- شهریور 1402 4
- مرداد 1402 12
- تیر 1402 12
- خرداد 1402 5
- اردیبهشت 1402 6
- فروردین 1402 8
- اسفند 1401 6
- بهمن 1401 9
- دی 1401 2
- آذر 1401 3
- آبان 1401 1
- مهر 1401 1
- شهریور 1401 4
- مرداد 1401 7
- تیر 1401 12
- خرداد 1401 10
- اردیبهشت 1401 12
- فروردین 1401 4
- اسفند 1400 4
- بهمن 1400 7
- دی 1400 2
- آبان 1400 5
- مهر 1400 9
- شهریور 1400 1
- مرداد 1400 3
- تیر 1400 6
- خرداد 1400 7
- اردیبهشت 1400 8
- فروردین 1400 7
- اسفند 1399 12
- بهمن 1399 11
- دی 1399 1
- آذر 1399 7
- آبان 1399 2
- مهر 1399 1
- اردیبهشت 1399 7
- فروردین 1399 33
- اسفند 1398 13
- بهمن 1398 9
- دی 1398 1
- خرداد 1398 4
- اردیبهشت 1398 7
- بهمن 1397 5
- دی 1397 5
- آذر 1397 2
- آبان 1397 3
- مهر 1397 3
- شهریور 1397 1
- مرداد 1397 7
- تیر 1397 7
- خرداد 1397 2
- اردیبهشت 1397 6
- اسفند 1396 3
- بهمن 1396 5
- دی 1396 4
- آذر 1396 8
- آبان 1396 6
- مهر 1396 5
- شهریور 1396 6
- مرداد 1396 10
- تیر 1396 9
- خرداد 1396 5
- اردیبهشت 1396 3
- فروردین 1396 8
- اسفند 1395 3
- بهمن 1395 3
- دی 1395 1
- آذر 1395 4
- آبان 1395 2
- مهر 1395 7
- شهریور 1395 5
- مرداد 1395 1
- تیر 1395 3
- خرداد 1395 1
- اردیبهشت 1395 1
- فروردین 1395 3
- اسفند 1394 8
- بهمن 1394 2
- دی 1394 1
- آذر 1394 3
- آبان 1394 2
- مهر 1394 1
- مرداد 1394 1
- تیر 1394 2
- فروردین 1394 1
- اسفند 1393 4
- بهمن 1393 2
- دی 1393 1
- آبان 1393 1
- شهریور 1393 1
- مرداد 1393 1
- تیر 1393 3
- اردیبهشت 1393 7
- فروردین 1393 1
- اسفند 1392 2
- بهمن 1392 8
- دی 1392 6
- آذر 1392 16
- آبان 1392 14
- مهر 1392 19
- شهریور 1392 17
- مرداد 1392 6
- تیر 1392 2
- خرداد 1392 5
- اردیبهشت 1392 9
- فروردین 1392 1
- اسفند 1391 5
- بهمن 1391 8
- دی 1391 6
- آذر 1391 8
- آبان 1391 5
- مهر 1391 12
- شهریور 1391 7
- مرداد 1391 2
- تیر 1391 6
- خرداد 1391 7
- اردیبهشت 1391 8
- فروردین 1391 13
- اسفند 1390 7
- بهمن 1390 6
- دی 1390 11
- آذر 1390 2
- آبان 1390 6
- مهر 1390 4
- شهریور 1390 5
- مرداد 1390 8
- تیر 1390 15
- خرداد 1390 25
- اردیبهشت 1390 11
- فروردین 1390 1
- اسفند 1389 13
- بهمن 1389 12
- دی 1389 5
- آذر 1389 3
- آبان 1389 6
- مهر 1389 7
- شهریور 1389 6
- خرداد 1389 1
- اردیبهشت 1389 3
- اسفند 1388 7
- بهمن 1388 10
- دی 1388 11
- آذر 1388 7
- آبان 1388 17
- آذر 1387 1
- آبان 1387 9
- مهر 1387 5
- شهریور 1387 1
- مرداد 1387 3
- تیر 1387 7
- خرداد 1387 5
- اردیبهشت 1387 1
- فروردین 1387 3
- اسفند 1386 3
- بهمن 1386 9
- دی 1386 19
- آذر 1386 19
- آبان 1386 7
تقویم
فروردین 1403| ش | ی | د | س | چ | پ | ج |
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
جستجو
گیج بلوک ها، کاربرد آنها در صنعت
1. تاریخچه کوتاهی از گیج بلوکها
تا پیش از قرن نوزدهم ساخت و تولید صنعتی بصورت سفارشی صورت می پذیرفت. قطعات لازم برای ساخت یک ماشین بطور جداگانه توسط صنعتگر ساخته شده و درهنگام مونتاژ تغییراتی در آنها داده می شد تا قابل سوارکردن روی دستگاه نهایی باشند. عیب بزرگ این روش عدم امکان تعویض قطعات با نمونه های مشابه بود زیرا هر قطعه برای ماشینی ساخته شده بود که قابل مونتاژ بر روی آن بود. این کار علاوه بر بالابردن هزینه تولید امکان تعمیر و نگهداری دستگاه ها و ماشین آلات را کاهش داده و باعث کاهش سرعت تولید می شد.
تا انتهای قرن نوزدهم، ایده قطعات تعویض پذیر که توسط الای ویتنی بنیان گذاری شده بود به عنوان مدلی از ساخت و تولید صنعتی توسط ملل صنعتی پذیرفته شده بود. در این روش هر ماشین یا دستگاه بر روی نقشه به اجزای آن تفکیک شده و نقشه های فنی دقیقی برای هر قطعه یا جزء تهیه می شد. سپس تعداد زیادی قطعه مطابق هر نقشه تفکیکی تهیه شده و بدقت کنترل ابعادی می شد تا دارای کمترین میزان خطای ابعادی یا هندسی باشد. بدین ترتیب خط تولید قطعات و اجزا از خط مونتاژ نهایی جدا می شد و مونتاژ سریع قطعات تولیدی و سرهم کردن دستگاه نهایی در کمترین مدت امکان پذیر بود. بدین ترتیب مفهوم تولید انبوه و بالارفتن کارایی صنعتی پدید آمد. 
یکی از معایب این سیستم نوین، نیاز به تعداد زیادی گیج (وسیله کنترلی) برای کنترل ابعاد قطعات و کالیبره کردن ابزارهای اندازه گیری بود. تعداد گیجهای مورد نیاز برای کنترل محصولات صنعتی پیچیده و حجم تلاش مورد نیاز برای ساخت و نگهداری ازگیجها هزینه عمده ای بر تولید تحمیل می کرد. گام مهمی در برطرف سازی این مشکل توسط یک ماشین کار سوئدی به نام سی ای یوهانسون (C.E. Johannson) برداشته شد.
ایده جانسون که برای اولین بار در سال 1896 فرموله شد، استفاده از مجموعه کوچکی از گیج ها بود که با ترکیب آنها می شد گیج های مرکب ساخته و در نتیجه تعداد گیجهای مورد نیاز کارگاه را کاهش داد. برای مثال با استفاده از گیج هایی به ضخامت 1، 2، 4 و 8 میلیمترمی توان هر اندازه ای از 1 تا 15 میلی متر را کنترل کرد. جانسون به این کشف رسید که اگر وجوه مقابل یک قطعه فولادی به دقت صیقل کاری (lapping) و تخت و موازی شود، دو بلوک این چنینی می توانند در صورت لغزاندن با فشار بر روی یکدیگر به هم بچسبند. فاصله بین سطوح این دو بلوک به هم چسبیده حدود 25 نانومتر (0.025 میکرون) خواهد بود که برای تلرانس های عادی ساخت بسیار کوچک است. بنابراین با چسباندن دو بلوک به هم نیازی به لحاظ کردن لایه هوای میان آنها نیست.
این ایده توسط هنری فورد در آمریکا مورد استفاده قرار گرفت و تا ابتدای جنگ جهانی اول گیج بلوکها به ابزار اندازه گیری بسیار مهمی در صنعت تبدیل شده بودند.
|
|
| گیج بلوکها یا بلوکهای
سنجه قطعاتی با سطح مقطع مستطیلی ساخته شده از مواد مقاوم در برابر سایش هستند که
به عنوان مرجع اندازه گیری طول بکار می روند. هر گیج بلوک دارای دو وجه موازی است
که به فاصله معین و تعریف شده ای قرار دارند و این اندازه با درجه بالایی از درستی
اندازه گیری شده و معلوم است. اندازه مرجع یک گیج بلوک در دمای 20 درجه سلسیوس
تعریف می شود زیرا تغیر دما می تواند بر اندازه آن تاثیر بگذارد. گیج بلوکها معمولا از فولاد، کربید تنگستن یا سرامیک ساخته می شوند. در برخی حالات از ماده کربید کروم نیز استفاده می شود. یک مجموعه گیج بلوک مشتمل بر تعدادی گیج بلوک با اندازه های مختلف بر حسب میلی متر است. 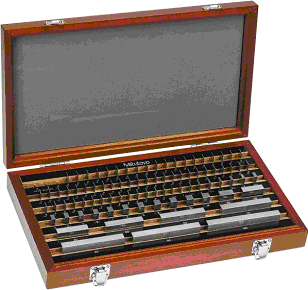 برای اینکه یک ابزار اندازه گیری بتواند قطعات تولیدی را به دقت اندازه گیری و کنترل کند، باید طی عملیات ویژه ای به نام کالیبراسیون درستی آن مورد سنجش قرار گرفته باشد. منظور از کالیبراسیون در علم اندازه شناسی (مترولوژی)، مقایسه نتایج اندازه گیری حاصل از یک ابزار با یک مرجع استاندارد معتبر و تعیین خطاهای ابزار است. یکی از اسناد کلیدی مربوط به این ابزارها، استاندارد ISO 3650 است. این استاندارد اندازه سطح مقطع گیج بلوکهایی از 0.5 mm تا 10 mm را 30 mm x 9 mm تعریف می کند. برای گیج بلوکهای بزرگتر، ابعاد این سطح مقطع عبارت است از 35 mm x 9 mm. 4. گریدهای مختلف گیج بلوکهاگیج بلوکها در سطوح مختلف درستی ابعادی یا گرید برای منظورهای مختلف ساخته می شوند. بطور کلی گریدهای با کیفیت بالاتر که درستی بالاتری داشته و گرانتر هستند به عنوان گیج های مرجع برای کالیره کردن گیج بلوکهای درجه پایین تر استفاده می شوند. متداولترین گریدهای مورد استفاده عبارتند از: · گرید K که دارای کوچکترین تلرانس و بالاترین کیفیت ساخت است. · گرید 0 که برای کالیبراسیون کولیس، میکرومتر و ماشین های CMM بکار می رود. · گرید 1 که برای کالیبراسیون تجهیزات با دقت پایین تر مانند دستگاه سایه نگار بکار می رود.
|

(ادامه در قسمت دوم مقاله)
گیج بلوکها و کاربرد آنها در صنعت
گرچه در علم اندازهگیری، طول را بر حسب سرعت نور تعریف کرده و سیستمهای اندازهگیری متعددی برای طول مبتنی بر طول موج یک پرتو لیزر بسیار پایدار ابداع شده است، این گیج بلوکها هستند که به عنوان استاندارد عملی طول در کالیبراسیون ابزارهای اندازهگیری استفاده میشوند و فراوانی کاربرد آنها به آسانی استفاده، پایداری ابعادی و هزینه نسبتا کم مربوط میشود. استفاده از گیج بلوکهای کالیبره شده به یک سازمان کمک میکند قابلیت ردیابی (traceability) تا سطح استانداردهای ملی و بین المللی را برقرار سازد.
از گیج بلوکها در کالیبراسیون وکنترل دورهای ابزارهایی مانند میکرومتر، کولیس و ساعت اندازهگیری استفاده فراوانی میشود. استاندارد ISO 10360-2 در رابطه با تایید دقت ابعادی دستگاههای CMM کاملا بر استفاده از گیچ بلوکها به عنوان استاندارد ابعادی مبتنی است.
یک گیج بلوک قطعه ای مستطیلی شکل با دو وجه مقابل هم است (که سطوح اندازهگیری خوانده میشوند). این دو وجه با دقت بالایی پرداخت شده و تختی بسیار خوبی دارند. با سنگزنی و لپینگ توازی بالایی میان دو سطح ایجاد شده و طول گیج بلوک به اندازه اسمی نقش شده بر آن بسیار نزدیک میشود. یکی از ویژگیهای اصلی گیج بلوکها این است که با ترکیب اندازههای مختلف آنها میتوان برای طولهای مختلف استانداردهای دقیقی ساخت و برای اینکار، دوگیج بلوک از روی سطوح اندازهگیری خود با اصطکاک به هم فشرده میشوند (wringing). این عمل نوعی جوش میکروسکوپی بین آنها ایجاد کرده و دو گیج بلوک را بطور موقت به هم میچسباند. ضخامت لایه اتصال چسبندگی میان گیج بلوکها حدود 25 نانومتر است بنابراین نیازی به لحاظ کردن آن در تلرانس ابعادی طول گیج بلوکهای ترکیبی نیست.

نمونه هایی از گیج بلوکها
الزامات گیج بلوکها عبارت است از دقت ابعادی و فورمی بالا، توانایی چسبندگی اصطکاکی به یکدیگر، تغییرات اندک در طول زمان (چایداری ابعادی)، مقاومت خوب در برابر سایش، ضریب انبساط حرارتی نزدیک به مواد متداول بکاررفته در قطعات صنعتی، مقاومت بالادر برابر زنگ زدگی و خوردگی وخواصی از قبیل اینها.
گیج بلوکها در گستره اندازه 0.5mm تا 1m مطابق 4 گرید صحت استاندارد ISO (JIS) و 5 گرید صحت استاندارد ASME ساخته میشوند. بستهترین تلرانس ابعادی برای گیج بلوک به طول 100mm عبارت از ±0.3 میکرون و برای گیج بلوک 1 متری ±0.3 میکرون میباشد. گیج بلوکها با بالاترین گرید توسط تداخل سنج لیزری (laser interferometer) با عدم قطعیت 0.2 میکرون در 1 متر اندازهگیری میشوند.
گیج بلوکها از سه ماده فولاد، کربید تنگستن و سرامیک ساخته میشوند. گیج بلوکهای فولادی از فولاد کربن بالا با سختی سطحی 800 ویکرز یا بیشتر ساخته می شوند. مزیت عمده آنها تشابه ماده بکار رفته و ضریب انبساط حرارتی آن با بیشتر ابزارهای اندازهگیری است که معمولا از فولاد ساخته میشوند. گیج بلوکهای کربید تنگستن دارای مقاومت در برابر ساییدگی و زنگ زدگی بیشتر از انواع فولادی هستند لیکن ضریب انبساط حرارتی آنها تقریبا نصف فولاد است. گیج بلوکهای سرامیکی دارای مقاومت عالی در برابر سایش و فرسایش هستند و ضریب انبساط حرارتی نزدیک به فولاد دارند. پایداری ابعادی آنها نیز بسیار بالاست لیکن در برابر ضربه آسیب پذیربوده و براحتی خرد میشوند.
منابع:
The History of Gauge Blocks, Mitutoyo Company
The Gauge Block Handbook, National Institute of Standards and Technology