دنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردرباره من
 وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
دستهها
- تصاویر جالب علمی 60
- اخبار علمی 116
- تاریخ علم 21
- مقالات علمی 187
- حقایق علمی 29
- پرسش و پاسخ علمی 4
- تکنولوژی نظامی 170
- مشاهیر 11
- معرفی وبسایت علمی 10
- سخن بزرگان 4
- تفریح و سرگرمی 1
- شگفتیهای طبیعت 6
- مسابقه علمی 6
- زبان انگلیسی 18
- دیرین شناسی 35
- مهندسی مکانیک 56
- دنیای ریاضیات 54
- فایل های قابل دانلود 8
- پزشکی و سلامت 88
- ترین ها 38
- کنکور 1390 14
- نمونه سوال امتحانی و آزمون 20
- معرفی نرم افزار 4
- واژه نامههای تخصصی 1
- آزمایش های ساده و جالب فیزیک 4
- کنکور 13
- تکنولوژی نفت و حفاری 5
- بانک مقالات علمی 3
- آیرودینامیک و پرواز 6
- استانداردهای مهندسی 6
- محیط زیست 39
- باستان شناسی 5
- پروژه درسی و سمینار 5
- برنامه نویسی کامپیوتر 11
- رپرتاژ آگهی 1
ابر برجسب
کووید 19 کرونا ویروس ریاضیات جنگنده هواپیما ستاره زمین لرزه گرمایش جهانی F-35 موشک کنکور بمب افکن سیاهچاله جنگ جهانی دومبرگهها
جدیدترین یادداشتها
همه- کوارک ها: اجزای سازنده ماده
- آموزش زبان برنامه نویسی پایتون با مثال
- سمی ترین حیوانات طبیعت
- کهن ترین مجسمه ساخت انسان
- راه حل اویلر برای مساله بازل
- ژنتیک: چگونه ویژگیهای خود را از نیاکان به ارث میبریم؟
- برنارد ریمان، آفریدگار هندسه نا اقلیدسی
- ابتذال چیست؟ ریشه آن کدام است؟
- اتمها از کجا آمدهاند؟
- پیری: با گذشت عمر چه اتفاقی برای بدن می افتد؟
- مسایل حل شده از معادلات دیفرانسیل
- لئونارد اویلر
- بخشهای مختلف هواپیما و کارکرد آنها
- انسان بر لبه انقراض
- ساخت بزرگترین هواپیمای حامل پهباد توسط چین
بایگانی
- آبان 1404 2
- مهر 1404 3
- شهریور 1404 3
- مرداد 1404 2
- تیر 1404 2
- خرداد 1404 3
- اردیبهشت 1404 1
- فروردین 1404 1
- اسفند 1403 1
- بهمن 1403 2
- دی 1403 1
- آذر 1403 1
- مهر 1403 1
- شهریور 1403 3
- مرداد 1403 1
- تیر 1403 3
- خرداد 1403 4
- اردیبهشت 1403 3
- فروردین 1403 2
- اسفند 1402 7
- بهمن 1402 2
- دی 1402 3
- آذر 1402 3
- آبان 1402 2
- مهر 1402 5
- شهریور 1402 4
- مرداد 1402 12
- تیر 1402 12
- خرداد 1402 5
- اردیبهشت 1402 6
- فروردین 1402 8
- اسفند 1401 6
- بهمن 1401 9
- دی 1401 2
- آذر 1401 3
- آبان 1401 1
- مهر 1401 1
- شهریور 1401 4
- مرداد 1401 7
- تیر 1401 12
- خرداد 1401 10
- اردیبهشت 1401 12
- فروردین 1401 4
- اسفند 1400 4
- بهمن 1400 7
- دی 1400 2
- آبان 1400 5
- مهر 1400 9
- شهریور 1400 1
- مرداد 1400 3
- تیر 1400 6
- خرداد 1400 7
- اردیبهشت 1400 8
- فروردین 1400 7
- اسفند 1399 12
- بهمن 1399 11
- دی 1399 1
- آذر 1399 7
- آبان 1399 2
- مهر 1399 1
- اردیبهشت 1399 7
- فروردین 1399 33
- اسفند 1398 13
- بهمن 1398 9
- دی 1398 1
- خرداد 1398 4
- اردیبهشت 1398 7
- بهمن 1397 5
- دی 1397 5
- آذر 1397 2
- آبان 1397 3
- مهر 1397 3
- شهریور 1397 1
- مرداد 1397 7
- تیر 1397 7
- خرداد 1397 2
- اردیبهشت 1397 6
- اسفند 1396 3
- بهمن 1396 5
- دی 1396 4
- آذر 1396 8
- آبان 1396 6
- مهر 1396 5
- شهریور 1396 6
- مرداد 1396 10
- تیر 1396 9
- خرداد 1396 5
- اردیبهشت 1396 3
- فروردین 1396 8
- اسفند 1395 3
- بهمن 1395 3
- دی 1395 1
- آذر 1395 4
- آبان 1395 2
- مهر 1395 7
- شهریور 1395 5
- مرداد 1395 1
- تیر 1395 3
- خرداد 1395 1
- اردیبهشت 1395 1
- فروردین 1395 3
- اسفند 1394 8
- بهمن 1394 2
- دی 1394 1
- آذر 1394 3
- آبان 1394 2
- مهر 1394 1
- مرداد 1394 1
- تیر 1394 2
- فروردین 1394 1
- اسفند 1393 4
- بهمن 1393 2
- دی 1393 1
- آبان 1393 1
- شهریور 1393 1
- مرداد 1393 1
- تیر 1393 3
- اردیبهشت 1393 7
- فروردین 1393 1
- اسفند 1392 2
- بهمن 1392 8
- دی 1392 6
- آذر 1392 16
- آبان 1392 14
- مهر 1392 19
- شهریور 1392 17
- مرداد 1392 6
- تیر 1392 2
- خرداد 1392 5
- اردیبهشت 1392 9
- فروردین 1392 1
- اسفند 1391 5
- بهمن 1391 8
- دی 1391 6
- آذر 1391 8
- آبان 1391 5
- مهر 1391 12
- شهریور 1391 7
- مرداد 1391 2
- تیر 1391 6
- خرداد 1391 7
- اردیبهشت 1391 8
- فروردین 1391 13
- اسفند 1390 7
- بهمن 1390 6
- دی 1390 11
- آذر 1390 2
- آبان 1390 6
- مهر 1390 4
- شهریور 1390 5
- مرداد 1390 8
- تیر 1390 15
- خرداد 1390 25
- اردیبهشت 1390 11
- فروردین 1390 1
- اسفند 1389 13
- بهمن 1389 12
- دی 1389 5
- آذر 1389 3
- آبان 1389 6
- مهر 1389 7
- شهریور 1389 6
- خرداد 1389 1
- اردیبهشت 1389 3
- اسفند 1388 7
- بهمن 1388 10
- دی 1388 11
- آذر 1388 7
- آبان 1388 17
- آذر 1387 1
- آبان 1387 9
- مهر 1387 5
- شهریور 1387 1
- مرداد 1387 3
- تیر 1387 7
- خرداد 1387 5
- اردیبهشت 1387 1
- فروردین 1387 3
- اسفند 1386 3
- بهمن 1386 9
- دی 1386 19
- آذر 1386 19
- آبان 1386 7
تقویم
آبان 1404| ش | ی | د | س | چ | پ | ج |
| 1 | 2 | |||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 17 | 18 | 19 | 20 | 21 | 22 | 23 |
| 24 | 25 | 26 | 27 | 28 | 29 | 30 |
جستجو
معرفی شرکت پویاکار
یکی از شرکت های پیشرو در زمینه تولید ماشین های CNC در ایران، شرکت پویا کار می باشد. این شرکت با بهره گیری از پرسنل متخصص که جملگی فارغ التحصیل دانشگاههای خوب کشورهستند توانسته است در زمینه تولید سفارشی ماشین های CNC بر اساس نیاز مشتری به جایگاه خوبی در سالیان اخیر دست پیدا کند. دانش فنی توام با مهارت های عملی از ویژگی های بارز متخصصین این شرکت بوده و کنترل کیفیت دقیق محصولات تولیدی بر قابلیت اعتماد مشتریان شرکت افزوده است. در سالیان اخیربا وجود تحریم های صنعتی، مدیران شرکت پویاکار توانسته اند با تنوع بخشی به طیف تامین کنندگان خارجی خود از افت کیفی محصولات تولیدی جلوگیری کنند. بنده این افتخار را داشته ام که به نمایندگی از شرکت لکسر برای کالیبراسیون دوعدد از ماشین های CNC تولیدی این شرکت، با ایشان همکاری داشته باشم.

نگارنده گزارش (اصغر ناصری) در حال تنظیم دستگاه تداخل سنج لیزری برای کالیبراسیون دستگاه CNC
یکی از ویژگی های بارز فرهنگ سازمانی در شرکت پویاکار، احترام متقابل میان کارکنان و فضای صمیمی شرکت علاوه بر تعهد بالای کاری است که متاسفانه در کمتر شرکت خصوصی در ایران دیده می شود.
برای اطلاعات بیشتر به وبسایت این شرکت مراجعه فرمایید.
کالیبراسیون ماشین های CNC با استفاده از تداخل سنج لیزری
تالیف: اصغر ناصری
یکی از فعالیت های مهم در تعمیر و نگهداری ماشین ابزارهای کنترل کامپیوتری (CNC) ، بازرسی دوره ای درستی هندسی و سینماتیکی آنها می باشد. اندازه گیری انحراف های هندسی مانند مستقیمی، توازی، تختی و انحراف های حرکت محورها از موقعیت های خطی می تواند اطلاعات لازم در مورد سطح درستی کارکردی ماشین های ابزار چندمحوره را فراهم سازد. استفاده از اصل تداخل نور که توسط آلبرت مایکلسون در دهه 1880 ابداع شد روش بنیادی در کنترل هندسی ماشین های ابزار بشمار میرود.
تداخل سنج مایکلسون از یک منبع نور مونوکروم (با طول موج واحد)، یک مجموعه آینه ثابت و یک مجموعه آینه متحرک تشکیل شده است. منبع نور بر روی یک نیم آینه مایل (آینه ای که نیمی از نور را منعکس و نیم دیگر را عبور می دهد) با زاویه 90 درجه منعکس شده و به آینه ای با فاصله ثابت از آن برخورد کرده و بر میگردد. نیم دیگر نور نیز به یک آینه متحرک برخورد می کند که به ابزارگیر متحرک ماشین بسته شده است. بازتاب دو پرتو نور باهم ترکیب شده و یک الگوی تداخلی شامل نوارهای تاریک و روشن را می سازد که فاصله میان نوارهای متوالی ضریبی از طول موج نور است. بدین ترتیب با معلوم بودن طول موج نور و تعداد نوارها ی تاریک وروشن می توان موقعیت دقیق آینه متحرک نسبت به منبع نور تک موج را دریافت.
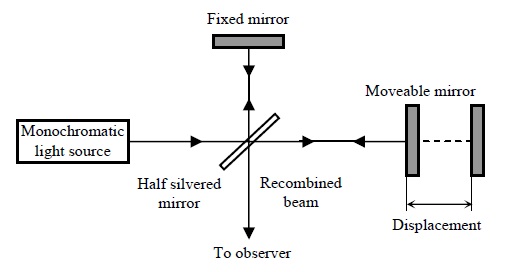
اصل تداخل سنجی نوری
یکی از تداخل سنج های تجاری معروف، ML10 ساخت شرکت Renishaw است که از یک منبع تولید لیزر تک موج، مجموعه هایی از آینه و یک ثبات دمای EC10 برای جبران دمایی تشکیل شده است. در عمل، آینه ثابت در جلوی منبع لیزر تک موج قرار گرفته و آینه متحرک نیز به ابزارگیر متحرک ماشین بسته میشود. پس از تنظیم همراستایی پرتو لیزر ارسالی از منبع نور با آینه های متحرک و ثابت (که به روش خاصی انجام می شود)، محور ابزارگیر با دستورات کنترلی یا دستی در موقعیت های معین قرار گرفته و موقعیت اندازه گیری شده توسط تداخل سنج با موقعیت نشان داده شده توسط ماشین مقایسه شده و از این طریق خطای حرکت خطی محورها اندازه گیری می شود.
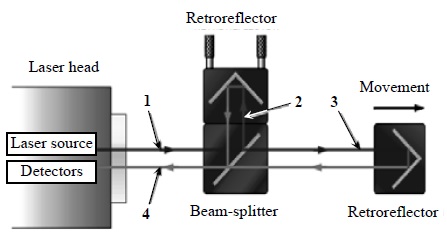
تداخل سنج لیزری ML10
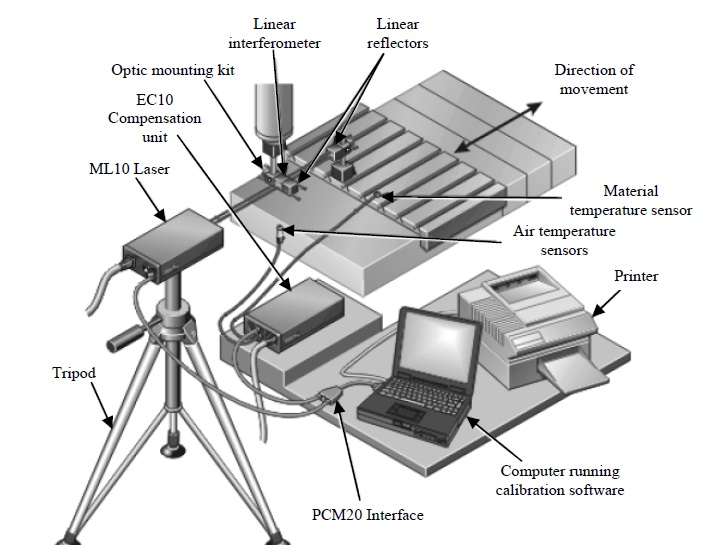
شیوه نصب و چیدمان تداخل سنج لیزری ML10 برای کالیبراسیون موقعیت های حرکت خطی یکی از محورهای ماشین
سپس خطاهای ثبت شده را می توان در فایل جبران خطا (Error Map) کنترلر ماشین وارد کرده و خطاهای حرکتی ماشین را به حداقل ممکن کاهش داد.
