دنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردرباره من
 وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
انواع فناوری اسکن سه بعدی: مقایسه، مزایا و کاربردها
در سالهای اخیر فناوری اسکن سه بعدی کاربرد فراوانی پیدا کرده و به موضوع اصلی نوآوری در فناوری های مدرن تبدیل شده است. اسکن اشیای دنیای واقعی و تولید یک مدل دیجیتالی سه بعدی از آنها، کاربردهای فراوانی را فراهم می کند. این اشیای دیجیتالی را می توان برای مقاصد متعددی استفاده کرد، از داخل کردن آنها در یک بازی ویدیویی برای تولید واقعیت مجازی گرفته تا بازتولید اجسام توسط چاپگر سه بعدی و نیز کاربردهای فراوانی در صنعت ساخت و تولید. فناوری های متعددی برای اسکن سه بعدی وجود دارد و هرکدام دارای مزایا و کمبودهای نسبی هستند. برای انتخاب بهترین فناوری جهت یک کاربرد خاص باید به محدودیت ها و مزایای نسبی آن توجه ویژه داشت.
چهار فناوری اصلی اسکن سه بعدی عبارتند از:
- فوتوگرامتری[1]
- اسکن سه بعدی با استفاده از نور ساختاریافته[2]
- اسکن لیزری
- توموگرافی
فوتوگرامتری فوتوگرامتری یک فناوری است که امکان تهیه یک مدل سه بعدی از عکس های یک شیء واحد را فراهم یمی کند. عکس ها از شیء مورد نظر به شیوه خاصی گرفته شده و سپس با نرم افزارهایی که اغلب رایگان هستند به یک مدل سه بعدی تبدیل می شود. با گرفتن عکس هایی از شیء از منظرهای مختلف تحت
نوردهی یکسان، نرم افزار فوتوگرامتری می تواند نقاط تکرار شده در این عکس ها را
بیابد. با استفاده از فنون استخراج نقاط کلیدی، فاصله میان این نقاط تعیین شده و
آنگاه ابری از نقاط مشخصه تولید می شود. در نهایت این ابر نقاط به یک الگوی مشبک
(مش) سه بعدی مبدل می شود. | Advertisement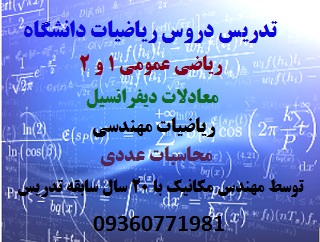 |
شکل 1. نرم افزار فوتوگرامتری و مدل تولید شده از یک مجموعه عکس
فوتوگرامتری از این جهت مفید است که نیاز به ابزار تخصصی نداشته و با استفاده از یک گوشی موبایل و کامپیوتر می توان مدلسازی را انجام داد. کامپیوتر مورد استفاده باید بقدر کافی نیرومند باشد تا بتواند تعداد زیادی عکس را پردازش کرده و مدل سه بعدی مناسبی تولید کند. برای عکسبرداری از مناظر و محوطه ها می توان از یک پرنده بدون سرنشین (Drone) استفاده کرد.
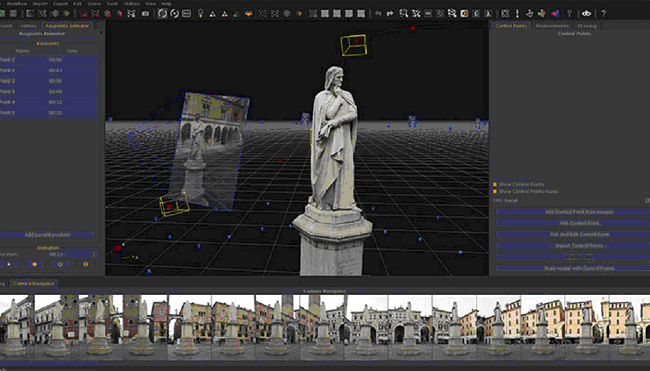
اسکن سه بعدی با استفاده از نور ساختاریافته
این روش اسکن از نظر مفهومی بر اصول ساده ای متکی است و شامل مراحل زیر است:
- شیء بر سطحی قرار داده شده و نور یکنواخت و تار بر آن تابانده می شود. می توان شیء را در تاریکی کامل قرار داد. سطح قرار گرفتن شیء نیز می تواند یک میز چرخان باشد.
- تصویری مرکب از الگوهای ساختاریافته مانند شبکه خطوط، شبکه نقاط یا اشکال هندسی بر روش شیء تصویر می شود. این الگو اختیاری نیست بلکه از پیش برای ابزار اندازه گیری تعریف شده است.
- از الگوی تغییر شکل یافته بر روی شیء عکس گرفته می شود. برای مثال خطوط مستقیم به علت هندسه سطحی شیء اعوجاج می یابند.
با تحلیل اعوجاجات الگوی از پیش معلوم، می توان به بازسازی سطحی که تصویر بر آن تابانده شده اقدام کرد.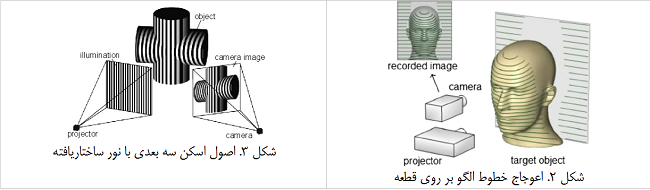
یکی از مزایای مهم این روش اسکن، سرعت عمل آن و عدم نیاز به تجربه قبلی است. یکی از کاربردهای بدیع این روش، ساخت البسه سفارشی است. برای مثال با اسکن پای شخص می توان کفش هایی مطابق با ابعاد و هندسه پای او ساخت که با دقت میلیمتری با پای او تطابق داشته باشند. در تولید البسه ورزشی برای قهرمانان این روش در حال متداول شدن است[1].

شکل 4. مدل سه بعدی پا برای تولید کفش سفارشی
اسکن لیزری سه بعدی
اسکن لیزری از دو فناوری مختلف استفاده می کند: فناوری مبتنی بر زمان پرواز[1] و فناوری مبتنی بر مثلث بندی[2].
بسیاری از اسکنرهای سه بعدی مبتنی بر فناوری زمان پرواز استفاده می کنند که در آن یک یا چند پرتو لیزر بر روی شیء تابانده شده و یک گیرنده در خود اسکنر زمان رفت و برگشت آن را اندازه گیری می کند. با دانستن سرعت سیر لیزر و محاسباتی ساده، می توان فاصله گیرنده اسکنر تا هر نقطه از شیء را اندازه گیری کرد. با تکرار این فرایند یک نقشه سه بعدی از فواصل نقاط جسم تا گیرنده اسکنر بدست می آید که براحتی مدل قطعه از آن قابل استخراج است.
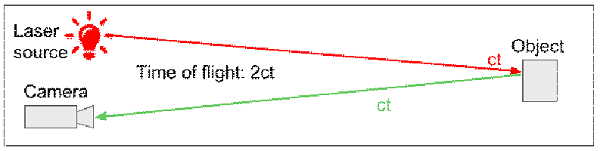
شکل 5. اسکن سه بعدی مبتنی بر زمان پرواز
روش دیگری از اسکن بر اساس مثلث بندی است. در این حالت از یک لیزر و یک گیرنده برای اندازه گیری فاصله بر اساس علم مثلثات استفاده می شود.
در هر دو حالت عملیات مشابهی صورت می پذیرد زیرا هر دو به یک لیزر و اندازه گیری فاصله از طریق دریافت پرتو بازگشتی لیزر توسط یک حسگر ویژه متکی هستند. بنابراین مزایا و محدودیت های هر دو روش یکسان است.
توموگرافی کامپیوتری
در این روش تعدادی عکس دو بعدی از مقاطع مختلف جسم با استفاده از اشعه ایکس گرفته می شود. سپس تمامی این عکس های دوبعدی برهم نهی می شوند به شکلی که گویا لایه های متوالی یک مدل سه بعدی هستند. این روش که بطور گسترده یا در پزشکی بکار می رود به عنوان CT-Scan خوانده می شود. این سیستم نه تنها امکان اسکن بخش های خارجی جسم را می دهد، بلکه هندسه داخلی آن را نیز بر ملا می سازد. [1]
توموگرافی کامپیوتری در بیمارستانهای امروزین بسیار مورد استفاده است و برای گرفتن تصاویری از داخل اندامهای بدن آدمی بکار می رود. تبدیل یک تصویر توموگرافی (که به فرمت DICOM است) به یک مدل سه بعدی به نام بخش بندی[2] خوانده شده و توسط آن مدلی سه بعدی از بدن آدمی می توان بدست آورد.
دو پارامتر مهم اسکنرهای سه بعدی: تفکیک پذیری و درستی
درستی (accuracy) میزان شباهت و نزدیکی مدل تولید شده با قطعه واقعی را نشان می دهد. هرچه پارامتر درستی یک اسکنر بهتر باشد به معنی نزدیکی بیشتر نقاط اسکن شده به موقعیت واقعی نقاط فیزیکی متناظر بر روی قطعه است. سیستم های مختلف اسکن سه بعدی بر حسب تفکیک پذیری (resolution) نیز با هم تفاوت دارند که عبارت از فاصله بین نقاط برداشت شده در یک بازه معین است. جزئیاتی از شیء اسکن شده که کوچکتر از تفکیک پذیری اسکنر باشند قابل ارائه و نمایش بر روی مدل نیستند.
بطور کلی اسکن با نور ساختاریافته بهترین قدرت تفکیک و درستی را در میان روشهای مختلف مدلسازی سه بعدی فراهم می کند که اندکی بالاتر از اسکن لیزری است. شکل زیر مقایسه سه مدل مختلف از یک قطعه واحد را بر حسب قدرت تفکیک و درستی نشان می دهد.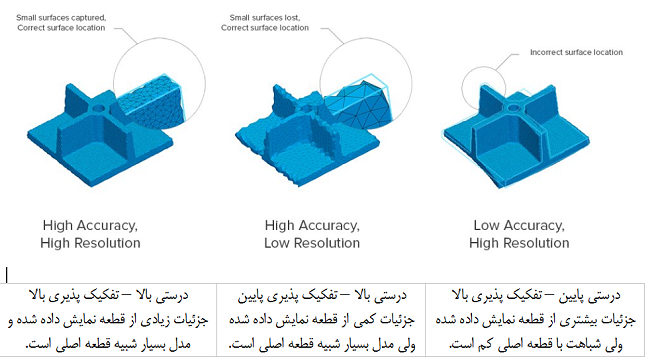
مزایا و معایب نسبی فناوری های مختلف اسکن سه بعدی
فوتوگرامتری – مزایا
· ارزان است زیرا به تجهیزات بسیار تخصصی نیاز ندارد.
· امکان اسکن اشیای بسیار بزرگ مانند ساختمانها را با استفاده از امکاناتی مانند هلی شات می دهد.
· بافت سطحی اجسام را بخوبی ثبت می کند.
· می تواند بسیار دقیق باشد.
فوتوگرامتری – معایب
· خیلی ساده نیست، به علت عدم استفاده از تجهیزات تخصصی تنظیمات اولیه پیچیده و وقت گیری می خواهد.
· نرم افزار تخصصی و توان محاسباتی بسیار بالا می خواهد.
اسکن لیزری – مزایا
· یک فناوری با انعطاف پذیری بسیار بالاست.
· نه تنها امکان اسکن اشیا را می دهد، بلکه اندازه گیری فواصل را نیز امکان پذیر می کند. در روباتها و ماشین های خودکار برای پویش محیط پیرامون قابل استفاده است.
· امکان اسکن با تفکیک پذیری پایین و تعداد نقاط کم در زمان بسیار کوتاه را فراهم می کند.
اسکن لیزری – معایب
· در محیط های بسیار روشن بخوبی عمل نمی کند.
· دقت کمتری از روش نور ساختاریافته دارد و بیشتر از این روش مستعد خطا است.
· تجهیزات گران قیمت نیاز دارد.
توموگرافی – مزایا
· تفکیک پذیری (رزولوشن) بسیار بالا
· امکان اسکن کردن ویژگی های داخلی اشیا
توموگرافی – معایب
· جسم باید تماما داخل اسکنر قرار گیرد. به همین دلیل نیاز به اسکنرهای بزرگ دارد.
· استفاده از اشعه ایکس یونیزه خطراتی را در پی دارد.
· گرانترین روش ممکن اسکن سه بعدی است.
اسکن با نور ساختاریافته – مزایا
· کاربری آن بسیار ساده است و نتایج خوبی را با استفاده از تجهیزات تجاری می توان بدست آورد.
· مدلهایی با دقت بالا تولید می کند.
اسکن با نور ساختاریافته – معایب
· نمی تواند در محیط هایی با نور بالا (مانند محیط بیرون خانه) بکار رود.
· اشیای خیلی بزرگ را نمی توان اسکن کرد.
- اسکنرها می توانند گرانقیمت باشند.
آشنایی با استاندارد ISO 17095
مقدمه
سند ISO/IEC 17025 یک استاندارد جهانی کیفیت برای آزمایشگاههای تست و کالیبراسیون است. این استاندارد مبنای تایید صلاحیت آزمایشگاهها از سوی مراجع مربوطه ملی و بین المللی را تشکیل می دهد.
دو بند اصلی این استاندارد الزامات مدیریتی و الزامات فنی آن هستند. الزامالت مدیریتی به عملیات و اثربخشی نظام مدیریت کیفیت درون آزمایشگاه مربوط می شود و شباهت زیادی با بند متناظر در استاندارد ISO 9001 دارد. الزامات فنی به موضوعاتی ماند شایستگی کارکنان، روش آزمون، تجهیزات و کیفیت و گزارش دهی نتایج تست و کالیبراسیون مربوط می شوند. شکل 1 گردش کار یک آزمایشگاه نوعی را در تطابق با این استاندارد نشان می دهد.
آزمایشگاههای کالیبراسیون برای ارائه خدمات قانونی به مشتریان خود باید بر اساس این استاندارد تایید صلاحیت شوند. تایید صلاحیت بر اساس نهاد مرجع ملی یا بین المللی صورت می پذیرد. پیش شرط تایید صلاحیت آزمایشگاه توسط نهاد مرجع، ایجاد مستندات کامل بر اساس استاندارد و به گردش درآمدن این مستندات و ثبت و نگهداری سوابق به مدتی مناسب درون آزمایشگاه است.

شکل 1. گردش کار یک آزمایشگاه نوعی در تطابق با استاندارد ISO/IEC 17025
ساختار استاندارد ISO/IEC 17025
این استاندارد به پنج بند تقسیم می شود:
· قلمرو
· مراجع اصلی
· اصطلاحات و تعاریف
· الزامات مدیریتی: بیشتر این الزامات مشابه استاندارد ISO 9001:2000 است.
· الزامات فنی: بیشتر این الزامات از ISO Guide 25 استخراج شده است.
· ضمیمه A: مراجع متقابل به ISO 9001:2000
· ضمیمه B: راهنمای تدوین کاربردهایی برای زمینه های خاص
· کتابنامه
-----------
اصغر ناصری، کارشناس مکانیک با 23 سال تجربه در زمینه کنترل کیفیت و فعالیت در آزمایشگاههای طراز اول تست و کالیبراسیون
مشاور شما برای پیاده سازی استاندارد ISO/IEC 17025 با بهترین سطح کیفی
پیاده سازی کامل و تدوین مستندات استاندارد با کمترین هزینه، غیر قابل مقایسه با شرکتهای مشاوره مهندسی
با شماره 09360771981 تماس بگیرید.
اهمیت کالیبراسیون در صنایع
کالیبراسیون مقایسهای است میان دو ابزار اندازهگیری و مستند ساخت این مقایسه. ابزاری که باید کالیبره شود در برابر یک استاندارد مرجع صحیح تر و قابل ردیابی مورد مقایسه قرار میگیرد که از آن به عنوان کالیبراتور یاد میشود. درباره میزان صحت مورد نیاز برای ابزار مرجع نظرات متعددی وجود دارد ولی بر این نکته که استاندارد مرجع باید از ابزار تحت کالیبره شدن صحت بیشتری داشته باشد توفق عمومی وجود دارد. مهم تر اینکه استاندارد مرجع باید قابلیت ردیابی معتبر به استانداردهای ملی داشته باشد. ضروری است که عدم قطعیت استاندارد مرجع و کل فرایند کالیبراسیون ارزیابی شود، در غیر اینصورت کل کالیبراسیون پرسش برانگیز خواهد بود.
متن کامل مقاله در chemproducts.blogsky.com
نگاهی اجمالی به صنعت خودروی ایران
گردآوری و تالیف: اصغر ناصری
صنعت خودروی ایران پس از صنعت نفت و صنعت گاز، دومین صنعت بزرگ داخلی است و 10 درصد تولید ناخالص داخلی کشور را شامل میشود. ایران در سال 2017 حدود 1.4 میلیون خودرو و وسیله نقلیه تولید کرده و مقام شانزدهم در جهان را از آن خود کرده است. بدین ترتیب ایران در مکانی بالاتر از ایتالیا قرار میگیرد. پس از اعمال تحریم های جدید آمریکا در سال 2018، تنها پس از یکماه تولید خودروی ایران 29 درصد افت کرد که نشان از وابستگی این صنعت به مواد و قطعات وارداتی دارد. دو شرکت دولتی ایران خودرو و سایپا بیش از 96 درصد تولید خودرو در داخل را بر عهده دارند.
تاریخچه صنعت خودروی ایران
در سال 1346 اولین خودروی پیکان توسط کارخانه ایران ناسیونال تولید شد. این خودروی کوچک جعبهای شکل در واقع نسخهای از هیلمن هانتر انگلیسی بود. پیکان بین سالهای 1348 تا 1353 بر تولید داخلی خودرو غلبه داشت. در این سالها خودروسازهای آمریکایی و اروپایی مانند کادیلاک، شورولت و بنز نیز در بازار ایران حضور داشتند. در سال 1355 ایران 60 هزار دستگاه خودرو وارد کرد که تقریبا 40 درصد بازار ایران در آن سال را به خود اختصاص میدادند.
جنگ ایران و عراق باعث کاهش فوق العاده تولید خودرو شد و از 120 هزار دستگاه در سال 1358 به فقط 5 هزار دستگاه در سال 1368 سقوط کرد. دو عامل ممنوعیت واردات و کاهش تولید در زمان جنگ باعث تقاضای انباشته برای خودرو و کمبود شدید آن در بازار داخلی گردید.
در طی دوران بازسازی پس از جنگ، صنعت خودرو جان دوبارهای گرفت و نقشی محوری در پاسخگویی به بیکاری و سایر چالشهای اقتصادی ایفا میکرد. اما تحول اصلی زمانی اتفاق افتاد که دو خودروساز اصلی کشور، ایران خودرو و سایپا با شرکتهای چندملیتی کیا و پژو وارد همکاری شدند. این توافقنامهها باعث شد شرکتهای ایرانی قابلیتهای فناوری خود را بسرعت ارتقا دهند و از طریق مهندسی معکوس و امتیاز انتقال فناوری به تولید خودروهای ارزان قیمت این دو شرکت بزرگ بینالمللی، همچون پراید و پژو 405 بپردازند.
تا سال 1391 ایران به بزرگترین تولید کننده خودرو در خاورمیانه تبدیل شده بود و در سال 1392 حداقل 700 هزار نفر در این صنعت مشغول به کار بودند که 4 درصد کل نیروی کار کشور را تشکیل میداد.
جایگاه ایران در میان کشورهای صادر کننده خودرو
جدول زیر رتبه بندی صادرکنندگان خودرو در دنیا را نشان میدهد:
1. آلمان: 154.7 میلیارد دلار
2. ژاپن: 99.1 میلیارد دلار
3. ایالات متحده: 51.4 میلیارد دلار
4. مکزیک: 49.4 میلیارد دلار
5. بریتانیا: 42 میلیارد دلار
6. کانادا: 41 میلیارد دلار
7. کره جنوبی: 38.2 میلیارد دلار
8. اسپانیا: 35.5 میلیارد دلار
9. بلژیک: 34.1 میلیارد دلار
10. فرانسه: 25.2 میلیارد دلار
11. جمهوری چک: 22.8 میلیارد دلار
12. اسلواکیا: 22 میلیارد دلار
13. ایتالیا: 16.9 میلیارد دلار
14. ترکیه: 12.4 میلیارد دلار
15. سوئد: 11.6 میلیارد دلار
کشورهای نامبرده 84.7 درصد کل صادرات خودروی دنیا را بخود اختصاص دادهاند.
چین با 8.6 میلیارد دلار در جایگاه نوزدهم دنیا قرار دارد.
به دلیل عدم شفافیت اطلاعات، جایگاه ایران در میان کشورهای صادرکننده خودروی دنیا به روشنی معلوم نیست و آمار بسیار متناقضی در این زمینه یافت میشود. لیکن مطابق گزارش نشریه معتبر فاینانشیال تریبیون در طول یازده ماه نخست منتهی به 20 فوریه 2018 شرکتهای ایرانی 98 میلیون دلار خودرو، قطعات خودرو و ماشین آلات کشاورزی به مقاصدی مانند عراق و سوریه صادر کرده اند که ارزشی حدود 98 میلیون دلار را شامل میشود. با این ترتیب ایران در میان کشورهای صادر کننده دنیا نقش قابل توجهی ندارد و صنعت خودرو غیر از اشتغال، سهم ناچیزی در تامین ارز مورد نیاز کشور دارد.
دلایل این امر را بطریق زیر میتوان برشمرد:
1. تحریم های اقتصادی که مانع صادرات آزاد به کشورهای دنیا می شود.
2. وابستگی شدید به واردات مواد اولیه مانند فولادهای آلیاژی
3. فرسودگی ماشین آلات تولیدی
4. دولتی بودن و بوروکراسی عظیم در صنعت خودرو
5. کیفیت پایین خودروهای تولید داخل
آثار اجتماعی صنعت خودروی ایران
در طی دهه اول انقلاب افزایش سریع جمعیت باعث افزایش تقاضا برای مسافرت و جابجایی شد. جمعیت شهرنشین به 75 درصد رسید و تقاضا برای خودروی شخصی افزایش یافت زیرا حمل و نقل عمومی از کارایی کافی برخوردار نبود.
عطش ایرانیان برای خودرو مسایل دیگری از جمله آلودگی خطرناک هوا به وجود آورده است. در سال 2014 تعداد 4 میلیون و دویست هزار خودرو خیابانهای تهران را به اشغال خود درآورده بودند و اکنون تعداد خودروها در این شهر شش برابر ظرفیت زیرساخت حمل و نقل آن است. فرسودگی خودروها و عدم استفاده از وسایل کنترل انتشار آلاینده ها از اگزوز خودرو باعث افزایش مواد آلاینده هوا به میزان خطرناکی شده بطوری که سالانه در تهران در اثر عوارش ناشی از آلودگی هوا جان خود را از دست میدهند.
منابع:
http://www.worldstopexports.com/car-exports-country/
https://financialtribune.com/articles/domestic-economy-auto/83724/irans-11-month-auto-exports
کشتی های لیبرتی و تولد دانش مکانیک شکست
کشتی های لیبرتی و تولد دانش مکانیک شکست
در طی جنگ دوم جهانی ایالات متحده آمریکا از جایگاه برتری در زمینه دسترسی به سوخت، مواد اولیه و غذا برخوردار بود. در طی این دوره 2710 فروند کشتی باری از کلاس لیبرتی (Liberty cargo ships) در ایالات متحده تولید انبوه شد تا به متحدین اروپایی این کشور غذا و مواد لازم برای ادامه جنگ ارسال شود.
برخی از نمونه های اولیه این کشتی ها پس از پیدایش و رشد ترکهایی در عرشه و بدنه خود دچار تخریب ساختاری ناگهانی می شدند. سه تا از این کشتی ها بطور فاجعه آمیزی پس از شکل گیری،رشد و گسترش ترکها به دو نیم شدند. شکل زیر یکی از این کشتی ها را که تنها یک روز پس از به آب انداختن در سال 1943 دچار شکستگی شده، نشان می دهد.

بازرسی های بعدی عوامل زیر را در شکستهای ساختاری پدید آمده موثر دانستند:
برخی آلیاِهای فلزی که در شرایط عادی نرم و لوله شو هستند، در دمای نسبتا پایین ترد و شکننده می شوندٰ به عبارتی وقتی تا دمای بحرانی خاصی سرد می شوند یک گذار نرم به شکننده را تجربه می کنند. کشتی های لیبرتی از فولادی ساخته شده بودند که مستعد چنین تبدیلی بود. در دمای یخبندان اقیانوس اطلس شمالی فولاد بدنه آنها بشدت شکننده می شد. مواد نرم و لوله شو پس از تغییرشکلهای نسبتا بزرگ دچار شکست می شوند .و ترک در آنها آهسته انتشار می یابد. لیکن مواد شکننده و ترد تغییرشکل بسیار کوچکی را می توانند تحمل کنند و شکست در آنها بسیار ناگهانی روی می دهد.
گوشه های دریچه ها (مانند در و پنجره ها) تیز و مربعی شکل بود. این گوشه ها به صورت نقاط تمرکز تنش عمل کرده و ترکها در آنجا شکل می گرفت.
زیردریایی های آلمانی موسوم به U-boat کشتی های باری متفقین را سریعتر از زمان لازم برای جایگزینی آنها با فنون ساخت موجود غرق می کردند. در نتیجه لازم آمد که روشهای ساخت بطور اساسی متحول شده و کشتی های باری سریعتر و به تعداد بیشتری ساخته شوند. برای این کار از ورقهای فولادی پیش ساخته استفاده می شد که به جای روش زمان بر پرچکاری، از جوش برای اتصال آنها استفاده می شد. شوربختانه، ترکها در سازه های جوشکاری شده بدون اینکه به مانعی برخورند گسترش می یابند. لیکن در سازه های پرچکاری شده ترک به مجرد برخورد به لبه ورق (در محل اتصال دو ورق) از انتشار باز می ایستد.
استفاده از اپراتورهای ناوارد در جوشکاری باعث ایجاد نواقص جوش می شد که خود به اتشار ترکها کمک می رساندند.
برای رفع این مشکلات از اقدامات اصلاحی زیر استفاده شد:
با کاهش میزان ناخالصی های گوگرد و فسفر در آلیاِ فولادی دمای تغییرشکل از حالت نرم به ترد کاهش داده شد.
گوشه های دریچه ها با جوشکاری یک تکه ورق مناسب، گرد شد تا از تمرکز تنش جلوگیری شود.
در محلهای مناسبی روی ورقها از نوارهای پرچکاری شده استفاده شد که به منزله مانع انتشار ترک عمل می کنند.
آموزش جوشکاری ارتقا داده شد و کدهای فنی جوشکاری تدوین شدند.
با وجود این موارد شکست، برنامه تولید کشتی های لیبرتی در تامین نیازهای جنگی متفقین یک موفقیت بشمار می رود. تحلیل مفصل این شکست ها منجر به پیدایش دانش جدید مکانیک شکست (Fracture Mechanics) گردید.
منبع:
MATERIALS SCIENCE and ENGINEERING, An Introduction, William D. Callister, Jr., David G. Rethwisch