دنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردنیای علم و تکنولوژی
اخبار و مقالات مربوط به دنیای علم و تکنولوژی ترجمه شده از منابع معتبردرباره من
 وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
وبلاگ رسمی اصغر ناصری
این وبلاگ با هدف ارائه مطالب آموزشی تهیه می شود و قصد دارد به دانشنامه کوچکی از علوم و فنون تبدیل گردد.
ادامه...
تداخل سنج لیزری چگونه کار می کند؟
تالیف: اصغر ناصری
تداخل سنج (Interferometer) بر اساس ادغام یک یا چند منبع نور و تشکیل یک الگوی تداخلی عمل می کند. الگوهای تداخلی تولید شده توسط تداخل سنج ها شامل اطلاعاتی درباره شی یا پدیده تحت مطالعه هستند. از این ابزارها برای اندازه گیری های بسیار کوچک استفاده میشود که به روشهای دیگر قابل انجام نیستند.
تداخل سنج ها که امروزه بطور وسیعی در صنایع و آزمایشگاههای تحقیقاتی استفاده می شوند، در اواخر قرن نوزدهم توسط آلبرت مایکلسون کشف شد. تداخل سنج مایکلسون در سال 1887 در آزمایش معروف مایکلسون-مورلی بکار رفت که برای اثبات یا رد وجود "اتر درخشان" طراحی شده بود، ماده ای که در آن زمان تصور می شد تمامی عالم را پر کرده است. تمامی تداخل سنج های امروزی از این نوع اولیه ناشی شدند که نحوه استفاده از خواص نور در اندازه گیری های بسیار کوچک را مدلل می سازد. ابداع لیزر باعث افزایش توان تداخل سنج ها و امکان اندازه گیری ابعاد بسیار کوچک گردید.
به علت کاربرد وسیع این ابزار، تداخل سنج ها در اشکال و اندازه های بسیار متنوعی موجودند. از این ابزارها برای اندازه گیری هرچیزی از کوچکترین تغییرات در سطح یک ارگانیسم میکروسکوپی تا ساختار انبساط گازها و غبار در عالم دوردست استفاده می شود. یکی از جدیدترین کاربردهای این ابزار در اندازه گیری امواج گرانشی است. با وجود این تنوع در کاربرد، همگی تداخل سنج ها از یک اصل ساده استفاده می کنند و آن برهم نهی پرتوهای نور برای ایجاد یک الگوی تداخلی است.
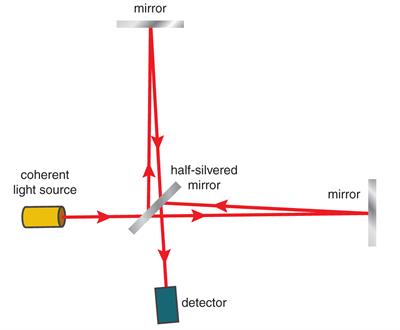
تداخل سنج مایکلسون از یک پرتوشکاف (beamsplitter) (یک نیم آینه که نیمی از نور را منعکس کرده و نیم دیگر را عبور می دهد) و دو آینه تشکیل شده است. وقتی نور از درون نیم آینه عبور می کند، به دو پرتو با مسیرهای متفاوت تجزیه شده و یکی به سمت آینه اول و دیگری به سمت آینه دوم می رود. پس از بازتاب از روی آینه ها این پرتوها مجددا در محل پرتوشکاف با یکدیگر ترکیب شده و سپس به آشکارساز می رسند. اختلاف مسیر دو پرتو موجب یک اختلاف فاز بین آنها می شود که یک الگوی نوارهای تداخلی ایجاد میکند. سپس این الگو توسط آشکارساز تحلیل می شود تا مشخصات
موج، خواص ماده و یا جابجایی یک آینه نسبت به دیگری اندازه گیری شود (این امر به نوع تنظیم آینه ها بستگی دارد).
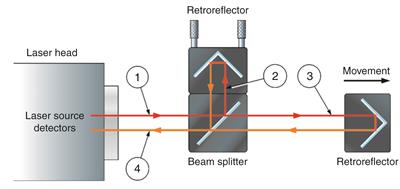
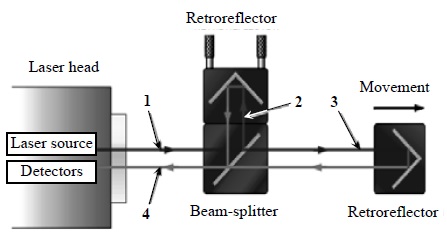
سیستم لیزری ML-10 و XL-80 دو تا از متداول ترین سیستم های اندازه گیری تداخلی هستند که توسط شرکت Renishaw ابداع گردیده است. دو آینه اصلی در این سیستم رترورفلکتور (منشورهایی که نور را در جهت موازی مسیر آمدن آن باز می تابانند) نامیده میشوند. یکی از این دو به پرتوشکاف وصل شده و آینه ثابت مرجع را می سازد. دیگری آینه متحرک بوده و به بازوی متحرک ماشین وصل می شود تا تغییر فاصله آن نسبت به آینه ثابت مرجع را اندازه گیری کند.
پرتو لیزر تولید شده در پرتوشکاف پلاریزه به دو پرتو (بازتابیده (2) و منتقل شده (3)) تجزیه می شود. این پرتوها از روی آینه ها بازتابانده شده و قبلاز رسیدن به آشکارساز در محل پرتوشکاف با هم ترکیب می شوند. استفاده از رترورفلکتورها، موازی بودن پرتوهای بازتابیده از آینه ثابت مرجع و آینه متحرک تحت اندازه گیری را در هنگام رسیدن به پرتوشکاف تضمین میکنند. امواج نور در هنگام ترکیب با یکدیگر یا هم فاز هستند که در این صورت یک تداخل سازنده و نواری روشن خواهیم داشت (دو قله موج یا دو دره موج با هم تلاقی می کنند) و یا در فاز مخالفند که تداخل از نوع مخرب بوده و نواری تاریک بدست میدهد (قله یک موج یعنی بیشینه دامنه آن با دره موج دیگر یعنی کمینه دامنه آن تلاقی می کند).
پردازش اپتیکی نور در آشکارساز امکان مشاهده تداخل دو پرتو را می دهد. جابجایی بازوی متحرک ماشین که آینه متحرک به ان متصل است باعث تغییر نسبی فاز دو پرتو می شود. این چرخه تداخل های سازنده و مخرب باعث تغییرات چرخه ای در شدت پرتو نور ترکیبی میشود. یک چرخه تغییر در شذت نور از روشن به تاریک هر زمان روی می دهد که بازو و آینهی متحرک 316.5 nm یعنی نصف طول موج لیزر جابجا میشود. میزان جابجایی آینه متحرک با استفاده از فرمول زیر و شمارش چرخه ها امکان پذیر است:

که d میزان جابجایی برحسب میکرون، لامبدا طول موج نور لیزر (0.633 میکرون) و N تعداد نوارهای عبور شده است. با درونیابی فاز درون این چرخهها می توان به تفکیک پذیری بالاتر 1 nm رسید.
شکل زیر تنظیم لیزر و آینه ها برای اندازه گیری محورهای افقی مانند X و Y در یک ماشین CNC را نشان می دهد. تنظیم محورهای عمودی مانند Z کمی دشوارتر است و مهارت بیشتری می طلبد.

نویسنده مقاله اصغر ناصری در حال تنظیم تداخل سنج لیزری برای اندازه گیری محور Z یک ماشین CMM
منابع:
http://www.renishaw.com/en/interferometry-explained--7854
معرفی شرکت پویاکار
یکی از شرکت های پیشرو در زمینه تولید ماشین های CNC در ایران، شرکت پویا کار می باشد. این شرکت با بهره گیری از پرسنل متخصص که جملگی فارغ التحصیل دانشگاههای خوب کشورهستند توانسته است در زمینه تولید سفارشی ماشین های CNC بر اساس نیاز مشتری به جایگاه خوبی در سالیان اخیر دست پیدا کند. دانش فنی توام با مهارت های عملی از ویژگی های بارز متخصصین این شرکت بوده و کنترل کیفیت دقیق محصولات تولیدی بر قابلیت اعتماد مشتریان شرکت افزوده است. در سالیان اخیربا وجود تحریم های صنعتی، مدیران شرکت پویاکار توانسته اند با تنوع بخشی به طیف تامین کنندگان خارجی خود از افت کیفی محصولات تولیدی جلوگیری کنند. بنده این افتخار را داشته ام که به نمایندگی از شرکت لکسر برای کالیبراسیون دوعدد از ماشین های CNC تولیدی این شرکت، با ایشان همکاری داشته باشم.

نگارنده گزارش (اصغر ناصری) در حال تنظیم دستگاه تداخل سنج لیزری برای کالیبراسیون دستگاه CNC
یکی از ویژگی های بارز فرهنگ سازمانی در شرکت پویاکار، احترام متقابل میان کارکنان و فضای صمیمی شرکت علاوه بر تعهد بالای کاری است که متاسفانه در کمتر شرکت خصوصی در ایران دیده می شود.
برای اطلاعات بیشتر به وبسایت این شرکت مراجعه فرمایید.
کالیبراسیون ماشین های CNC با استفاده از تداخل سنج لیزری
تالیف: اصغر ناصری
یکی از فعالیت های مهم در تعمیر و نگهداری ماشین ابزارهای کنترل کامپیوتری (CNC) ، بازرسی دوره ای درستی هندسی و سینماتیکی آنها می باشد. اندازه گیری انحراف های هندسی مانند مستقیمی، توازی، تختی و انحراف های حرکت محورها از موقعیت های خطی می تواند اطلاعات لازم در مورد سطح درستی کارکردی ماشین های ابزار چندمحوره را فراهم سازد. استفاده از اصل تداخل نور که توسط آلبرت مایکلسون در دهه 1880 ابداع شد روش بنیادی در کنترل هندسی ماشین های ابزار بشمار میرود.
تداخل سنج مایکلسون از یک منبع نور مونوکروم (با طول موج واحد)، یک مجموعه آینه ثابت و یک مجموعه آینه متحرک تشکیل شده است. منبع نور بر روی یک نیم آینه مایل (آینه ای که نیمی از نور را منعکس و نیم دیگر را عبور می دهد) با زاویه 90 درجه منعکس شده و به آینه ای با فاصله ثابت از آن برخورد کرده و بر میگردد. نیم دیگر نور نیز به یک آینه متحرک برخورد می کند که به ابزارگیر متحرک ماشین بسته شده است. بازتاب دو پرتو نور باهم ترکیب شده و یک الگوی تداخلی شامل نوارهای تاریک و روشن را می سازد که فاصله میان نوارهای متوالی ضریبی از طول موج نور است. بدین ترتیب با معلوم بودن طول موج نور و تعداد نوارها ی تاریک وروشن می توان موقعیت دقیق آینه متحرک نسبت به منبع نور تک موج را دریافت.
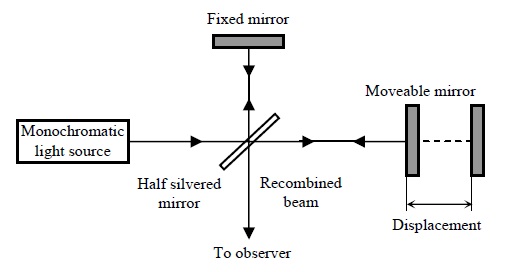
اصل تداخل سنجی نوری
یکی از تداخل سنج های تجاری معروف، ML10 ساخت شرکت Renishaw است که از یک منبع تولید لیزر تک موج، مجموعه هایی از آینه و یک ثبات دمای EC10 برای جبران دمایی تشکیل شده است. در عمل، آینه ثابت در جلوی منبع لیزر تک موج قرار گرفته و آینه متحرک نیز به ابزارگیر متحرک ماشین بسته میشود. پس از تنظیم همراستایی پرتو لیزر ارسالی از منبع نور با آینه های متحرک و ثابت (که به روش خاصی انجام می شود)، محور ابزارگیر با دستورات کنترلی یا دستی در موقعیت های معین قرار گرفته و موقعیت اندازه گیری شده توسط تداخل سنج با موقعیت نشان داده شده توسط ماشین مقایسه شده و از این طریق خطای حرکت خطی محورها اندازه گیری می شود.
تداخل سنج لیزری ML10
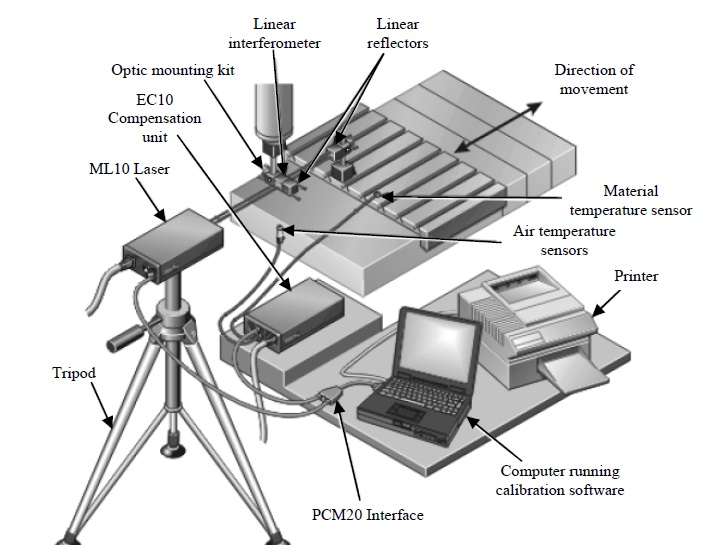
شیوه نصب و چیدمان تداخل سنج لیزری ML10 برای کالیبراسیون موقعیت های حرکت خطی یکی از محورهای ماشین
سپس خطاهای ثبت شده را می توان در فایل جبران خطا (Error Map) کنترلر ماشین وارد کرده و خطاهای حرکتی ماشین را به حداقل ممکن کاهش داد.

آچارهای گشتاورسنج و کاربرد آنها در صنعت
تالیف: اصغر ناصری
در دنیای ساخت و تولید و تعمیر و نگهداری، سفت کردن، کنترل و اندازه گیری گشتاور اعمالی به پیچ ها اموری حیاتی در کارایی تولید و کنترل کیفیت بشمار می روند. در صورتی که گشتاور پیچشی اعمالی به هنگام سفت کردن یک پیچ کمتر از حد لازم باشد، اتصال مزبور تولید ارتعاش کرده و ممکن است بتدریج شل شود. در طرف مقابل اگر گشتاور اعمالی بیش از حد لازم باشد اتصال ممکن است بریده و قطعات متصل به هم از یکدیگر باز شده و موجب عدم کارکرد دائمی یک دستگاه شوند. بنابراین برای جلوگیری از عواقب نامطلوب باید بهنگام سفت کردن اتصالات از آچارهایی استفاده کرد که قادر به اعمال گشتاور پیچشی معین و کنترل شده به یک اتصال پیچی هستند. به این آچارهای خاص در صنعت ما گشتاور سنج یا ترکمتر (Torque Meter) گفته می شودکه البته نام دقیق تر آنها Torque Tool یا Torque Wrench است.

یک کاربر در حال سفت کردن میل بادامک های موتور با استفاده از آچار ترکمتر
عدم استفاده از آچار ترکمتر در صنایع حساسی مانند صنایع هوایی می تواند فاجعه آفرین باشد. در مواردی عدم استفاده صحیح از این ابزار و اعمال گشتاور بیش از حد به پیچهای شلنگ های سیستم هیدرولیک کنترل هواپیما باعث پارگی این شلنگ ها و عدم کارکردسطوح آیرودینامیکی و در نتیجه سقوط هواپیما شده است. به دلیل اهمیت موضوع، آچار ترکمتر امروزه یکی از ابزارهای حساس صنعتی بشمار میرود.
در دنیای صنعتی امروزین صدها نوع ترکمتر تولید می شود که هرکدام دارای مکانیزم خاص خود هستند. نوع تق کننده (click type) از متداول ترین نوع این ابزار بشمار می رود و تخمین زده می شود بیش از 75 درصد آچار ترکمترهای مورد استفاده از این نوع هستند (شکل بالا). در این نوع آچارها، مقدار گشتاور اعمالی روی عددی در گستره کاری ابزار تنظیم شده و پس از اینکه گشتاور اعمالی به مقدار مورد نظر رسید، ابزار یک صدای تق بلند کرده و دسته آن اندکی (در حدود 3 درجه) آزاد و شل می شود. در این لحظه کاربر باید از اعمال گشتاور اضافی خودداری کرده و آچار را از دور پیچ باز کند. بدیهی است مقدار گشتاور مناسب برای بستن هر پیج بستگی به کارکرد دستگاه مورد نظر داشته و مطابق مشخصات فنی تعیین شده از سوی طراح یا سازنده معین می شود.
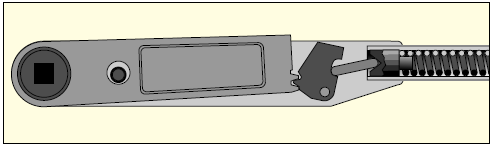
مکانیسم داخلی ترکمتر از نوع BRITOOL
آچارهای ترکمتر از تنوع بی مانندی برخوردارند. ده ها شرکت در سراسر دنیا به تولید این ابزار می پردازند که در زیر برخی از ابزارهای تولیدی آنها معرفی شده است.آچارهای دیجیتال دقیق ترین نوع بشمار می روند و پس از انها آچارهای عقربه ای در مکان دوم قرار دارند. در این آچارها باید اعمال گشتاور را تا رسیدن نشانگر به عدد موردنظر یا نمایش آن بر روی صفحه نمایشگر ادامه داد.

آچار ترکمتر ساخت شرکت King Tony

آچارهای ترکمتر ساخت شرکت Norbar

آچار ترکمتر ساخت شرکت HAZET

آچار ترکمتر دیجیتال ساخت شرکت HAZET
همانند هر ابزار اندازه گیری، آچارهای ترکمتر نیز باید قبل از استفاده کالیبره و تنظیم شوند. استاندارد مرجع برای کالیبراسیون ترکمترها ISO 6789 می باشد که به دسته بندی فنی انواع ترکمتر و ارائه روش کالیبراسیون آنها پرداخته است. یکی از شرکت های مرجع در زمینه کالیبراسیون ترکمتر و ارائه گواهینامه معتبر در ایران شرکت لکسر می باشد (www.laksar.com)
سیستم جدید در فرمان کامیون های ولوو
منبع اصلی:
شرکت ولوو سیستم جدیدی بر روی فرمان کامیون های جدید خود نصب نموده که امکان رانندگی کامیونهای سنگین با صرف حداقل نیروی جسمانی و به شیوه ای مطمئن تر فراهم می سازد. این سیستم از افزودن یک موتور الکتریکی بر بالای پمپ فرمان هیدرولیکی بوجود می آید. یک انتهای شفت موتور الکتریکی به پمپ فرمان وصل شده و انتهای دیگر به میله فرمان معمولی کامیون متصل می شود. موتور الکتریکی به عنوان یک حلقه اضافی از زنجیره انتقال حرکت عمل می کند و می توان تا 25 نیوتن متر گشتاور ورودی به سیستم فرمان اعمال کند.

این سیستم که در ارتباط با پمپ هیدرولیکی عمل می کند، به ادعای شرکت ولوو دارای مزایای بسیاری است از جمله:
این سیستم نیروی ماهیچه ای لازم برای چرخاندن فرمان بویژه در سرعتهای پایین و جاده های ناهموار را کاهش می دهد.
حسگرهایی که نیروی ورودی از سوی راننده را با بازخورد سیستم 2000 بار در ثانیه مقایسه می کنند، ورودی موتور الکتریکی را کنترل می نمایند بگونه ای که به عنوان یک مخزن نیرو (بافر) عمل کرده و ضرباتی که راننده از فرمان در سیستم های عادی حس می کند را حذف می نماید. این امر درگیری فکری و فیزیکی راننده را به حداقل می رساند زیرا بسیاری از حرکتهایی که راننده در روی جاده های ناهموار باید انجام دهد، سیستم خود شناسایی کرده و آن تصحیحات را انجام می دهد. در جاده های شیب دار نیز این سیستم بطور خودکار اثر رانشی شیب را خنثی کرده امکان رانندگی یکنواخت را فراهم می سازد.
ویدیوی زیر فیلم تبلیغاتی جالبی از این سیستم را نشان می دهد.